当前高强度钢板广泛应用于车身上,但由于高强度钢板成形性能差、成形后回弹严重等缺点,对模具的工艺设计和结构设计提出了更高的要求。同时,回弹问题的存在会影响冲压件的尺寸精度和表面质量,影响车辆装配质量。影响回弹的因素涉及材料性能、钣金件造型和冲压方案。
针对某型汽车纵梁的回弹问题,利用 AutoForm 软件分析了上述因素对其冲压回弹的影响,并根据回弹补偿后的模具型面设计并加工模具。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya2024111240.html
1 回弹原理及控制 1.1 板料卸载回弹原理 回弹产生的原因主要包括两个方面:一是在冲压加载过程中,金属板材的内外表面和中心不同时进入 塑性变形状态,当负载消失时,将会向相反的方向反 弹;二是弹性变形始终贯穿在塑性变形过程中,卸荷后弹性回弹。研究回弹问题,应该考虑压模间隙、摩 擦因数、材料特性、拉延筋和其他因素的影响。1.2 板料冲压成形回弹控制 金属薄板冲压成形的回弹控制方法分两种:一种 是工艺控制方法,从影响回弹的诸多因素入手,通过优化材料性能、减少凹凸模间隙、增加拉延筋、增加压边力等工艺方法来减少回弹,但无法消除;另一种是模具补偿方法,通过预测回弹量和实验测量来预先修正模具,使得回弹后冲压件的形状满足设计要求。在实际应用中,模具补偿法可以有效解决回弹问题, 此次研究将这两种方法结合运用。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya2024111240.html
2 汽车纵梁的拉延成形及回弹数值模拟文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya2024111240.html
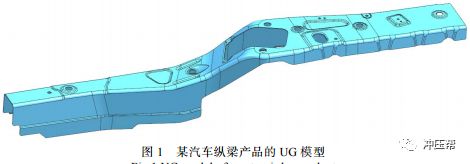
2.1 汽车纵梁的 UG 模型 某汽车纵梁产品的 UG 模型见图 1,文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya2024111240.html
 文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya2024111240.html
文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya2024111240.html
较大的尺寸、 较厚的金属板、复杂的形状结构和较高的成形精度是某汽车纵梁产品模型的显著特征,可将该模型作为一 般拉深成形的特例进行模拟与分析。为了降低汽车的车身质量,常采用大尺寸汽车梁和较薄的高强度钢板材料,所以回弹现象变得特别明显,因此,如何最大限度地减少回弹成为研究的重点。2.2 纵梁板料参数纵梁板料为双相钢 B340/590DP1.6,其力学性能参数见表 1。运行 AutoForm 软件的自动成形模块对数值模拟参数进行设置,通过偏置创建出凸模与压边圈参数并设置凹模参数,采取压边力控制法,凸模移动速度为 5000 mm/s,压边力为 2350 kN,摩擦因数取 0.15。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya2024111240.html
 文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya2024111240.html
文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya2024111240.html
2.3 未进行回弹补偿时板件的回弹分析 由于汽车纵梁的非对称性,无法减少计算量,因 此采用完整模型进行回弹模拟。板料厚度 1.6 mm,汽 车纵梁未进行回弹补偿模拟结果见图 2,其中图 2 所 示的最大回弹量达到 13 mm,表明存在成形缺陷。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya2024111240.html
 文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya2024111240.html
文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya2024111240.html
2.4 进行回弹补偿时板件的回弹分析 基于 AutoForm 分析得到的回弹结果,针对汽车纵梁的多工序采取多次补偿,最终达到合格要求,如 图 3 所示。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autochongya2024111240.html

3 基于计算机辅助工程的回弹补偿技术 高强钢板制件的回弹控制主要从以下 3 个方面 入手,任何方面的出错都将导致回弹控制出现失真、 失控,因此这 3 个方面都必须进行严格控制。文中以 高强板双向钢 B340/590DP 料厚 1.6 mm 的纵梁为例进行详细阐述。3.1 前处理 前期的工艺分析精度设置、工具体刚度 Tool Stiffness 设置、压力设置、工序的设置、回弹之后的 工序重力加载设置、实体筋设置等必须进行严格设 置,以确保分析得到的结果真实有效,为回弹补偿提 供指导依据。1)精度设置时,必须在 FV 中更改相应框选的 参数,结果输出全部打开 All on,除去热成形温度选 项,滑移线手动设置 100 mm。2)工具体刚度(Tool Stiffness)设置,所有弹性 原件包括压边圈、压料板均需要设置刚度值,不能完 全使用默认值 50 MPa/mm,刚度设置见表 2。

3)压力设置,初步分析需要先使用 Force Controlled,p=3 MPa,算出一个初步的成形力,然后调 整到额定的压力吨位(Constant Force),使用此吨位进 行压边圈闭合确认,看压边力有无增加,最后使用 Spring Controlled 确保到拉延过程压边力不自动增加, 到底前 5 mm 左右可允许有波动,此时压边力最准确。4)工序的设置,需要和 DL 排布完全一致,避免 分析时的工序排布与实际不一致造成回弹补偿失真。
5)回弹之后的工序重力加载需要设置,目的是 拟现场实际放件的过程。6)拉延筋按以下标准设置后转换成实体筋进行计 算,后期的加工数据直接使用计算结果而不再更改。3.2 回弹补偿阶段 当分析结果显示没有起皱、开裂等问题后,根据制件的工序内容和各工序件的回弹要求对整形工序进 行回弹补偿,修边工序进行符型补偿,并用补偿后的面进行计算,以确保制件回弹控制在公差范围内。

Op10 拉延工序对顶面进行了补偿,黄色为产品 面,浅蓝色为加工面,如图 5 所示。Op20 修边工序进行了符型补偿,局部进行了避空处理。黄色为产品 面,浅蓝色为加工面,如图 6 所示。Op30 翻边工序 对翻边面进行了补偿,黄色为产品面,浅蓝色为加工 面,如图 7 所示。Op40 侧整形工序对制件进行了全型面补偿,并将回弹值控制在公差范围内。黄色为产品面,浅蓝色为加工面,如图 8 所示。


3.3 现场调试阶段 现场调试过程中只允许对模具型面进行轻微打磨,不允许使用砂轮机对模具进行打磨。通过严格控制,对现场出件进行扫描验证,测量结果显示误差在 可控范围内,经过进一步的局部改动即可达到制件合格率,如图 9 所示结论 1)对某型汽车纵梁在多步成形工艺有限元分析的基础上进行冲压试验,试冲出的产品质量满足要求,数值模拟与试验结果表明设计的多步成形工艺方案可行。2)经过多次回弹补偿,纵梁的最大回弹由补偿前的 13 m 减小至±0.5 m 以内,回弹补偿效果较为显著。回弹补偿的应用使回弹量得到了严格的控制,提高了纵梁的成形精度。
 博主现就职于深圳市鸿栢科技实业有限公司, 从事焊接设备营销推广及销售工作15年,拥有丰富的行业经验及资源,致力于中国汽车焊接设备营销推广,欢迎广大汽车制造焊接工艺与车身新材料连接技术研究的朋友们一起探讨新技术、新设备。
博主现就职于深圳市鸿栢科技实业有限公司, 从事焊接设备营销推广及销售工作15年,拥有丰富的行业经验及资源,致力于中国汽车焊接设备营销推广,欢迎广大汽车制造焊接工艺与车身新材料连接技术研究的朋友们一起探讨新技术、新设备。
螺柱焊机,点焊机,电极帽修磨机及各种焊接设备备件易损件,备件采购联系:18682260315
 汽车连接
汽车连接
螺柱焊工艺革新现代制造业的关键技术