



本文针对现场拼焊门内板开裂问题,结合模具状态及开裂问题实际发生阶段进行问题原因的查找,借用CAE 分析软件进行稳健性分析验证,筛选出重点影响因素,明确问题原因,针对性制定解决方案,并再次采用CAE 分析手段进行方案可行性验证。本文对拼焊门内板开裂问题原因分析及整改方案制定进行详细总结,为类似零件问题的解决给出分析思路和解决方法。
伴随着汽车行业的迅猛发展势头,冲压技术在汽车制造中的应用也得到了巨大的发展。汽车冲压零件批量生产过程中的起皱、开裂等质量缺陷严重影响到冲压线生产效率,并造成废品率增高,生产成本增加。本文主要围绕拼焊门内板批量生产过程中出现的拉延开裂问题,结合现场模具实际调试过程,借用CAE 模拟分析手段识别拉延成形开裂风险点、分析开裂问题产生原因并进行整改方案验证,为拼焊门内板开裂问题的原因分析及问题解决提供了一种新思路。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld202411447.html
产品概况文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld202411447.html
产品信息文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld202411447.html
图1 为前门内板结构图,该车型所采用的拼焊门内板是一种材质为St06D +Z 的不等料厚激光拼焊板,厚板料的料厚为1.2mm,薄板料的料厚为0.65mm。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld202411447.html
 文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld202411447.html
文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld202411447.html
图1 前门内板结构图文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld202411447.html
板料信息文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld202411447.html
板料为热镀纯锌拼焊板,牌号为St06D+Z-60/60,厚度为0.65mm/1.2mm,材料性能参数见表1。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld202411447.html
表1 材料性能参数文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld202411447.html
 文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld202411447.html
文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoweld202411447.html
生产开裂问题
在前门内板的现场批量连续生产过程中,拉延成形不稳定,在单批次批量生产300 台(份)以上后,拼焊缝附近开裂(图2)、缩颈问题不定时发生,严重影响正常批量生产,并且造成废品率增加。

图2 前门内板开裂区域示意图
问题原因的分析
因前门内板开裂为批量生产时的偶发问题,针对本次问题原因计划先借用CAE 分析软件,从拉延成形性的理论分析结果入手,分析拉延成形安全裕度及稳定性,并针对性制定整改措施。
考虑现场实际,拉延调试状态已与最初拉延工艺分析结果存在差异,为保证理论分析结果和现场实际状态一致,对原始拉延模拟分析文件进行调整,保证理论收料线与现场实际状态一致,进而再进行成形状态确认。具体问题原因分析思路:现场拉延流入量检测→拉延模拟分析优化→成形风险点识别→开裂影响因素分析→拉延稳健性分析验证。
拉延板料流入量检测
对生产过程中的门内板拉延件进行板料流入量测量并记录测量结果,测量点位及测量方式如图3 所示。

图3 现场拉延板料流入量情况(单位:mm)
拉延模拟分析
按现场拉延实际板料流入量状态调整拉延工艺,模拟分析拉延成形性,识别拉延成形性问题点。拉延板料流入量状态见图4,成形性分析结果见图5。

图4 拉延板料流入量状态

图5 拉延模拟分析结果
拉延成形风险点
从图6 可以看出,位置1、2 处拉延成形减薄率过大,存在开裂风险;位置3 处拉延成形过程有褶皱趋势,存在起皱风险,具体情况如下。

图6 拉延成形风险点
位置1(图7):减薄率24.2%超差,最大失效0.782 临界,存在开裂风险。

图7 位置1 模拟分析结果(原始)
位置2(图8):减薄率23.3%超差,最大失效0.771 临界,存在开裂风险。

图8 位置2 模拟分析结果(原始)
位置3(图9):成形过程褶皱,到底状态指标未超差。

图9 位置3 模拟分析结果(原始)
开裂影响因素分析
综合考虑设备、板料及模具等波动因素,门内板开裂发生阶段为大批量生产之后偶发的生产开裂问题,初步判定造成拉延开裂的主要因素为模具状态波动。因为该门内板拉延模具采用了侧推定位,板料定位状态相对稳定,而模具随着生产批量的加大温度会增高,模具摩擦系数会发生波动,并且摩擦系数波动为主要影响因素,如图10 所示。

图10 开裂问题影响因素
拉延影响因素:稳健性分析验证
针对摩擦系数波动对焊缝位置成形性的影响,采用AutoForm 软件进行拉延成形稳健性分析,摩擦系数±10%波动,焊缝位置最大减薄率超过28%,最大失效为0.95,焊缝位置减薄率Cpk超差,废品率增高。减薄率Cpk 结果见图11,减薄/最大失效见图12。

图11 减薄率Cpk 结果

图12 减薄/最大失效
拉延开裂问题整改方案
经过以上的模拟分析,拼焊门内板拉延成形安全裕度存在不足,模具状态波动时会造成现场生产开裂,废品率增加。其中摩擦系数波动为开裂问题的主要影响因素,从稳健性分析结果可以确认,摩擦系数降低可有效改善拉延成形的减薄率和最大失效,为解决摩擦系数波动引起的开裂问题可从降低拉延摩擦系数入手。
降低拉延摩擦系数的手段:⑴拉延模具镀铬(已采用);⑵板料涂油(不稳定);⑶更换板料镀层(相对稳定)。针对拼焊门内板开裂问题,当前模具已是镀铬状态,相对板料涂油措施,更换板料镀层来降低摩擦系数能够使生产过程更为稳定。本次问题整改采用更换板料镀层方案,用锌铝镁镀层板料进行可行性分析验证。
拉延工艺优化
采用锌铝镁板料进行拉延模拟分析,锌铝镁镀层板料摩擦系数调整为0.13,其他模具参数保持不变,因摩擦系数降低,拉延四周整体多走料10mm。
图13 为镀锌板和锌铝镁板料收料线对比,为保证替换板料前后收料线一致,对工艺参数进行调整。从图14 可以看出,压边力220t 保持不变,将图示4条拉延筋加高1.5mm,优化拉延走料至原始状态。

图13 镀锌板和锌铝镁板料收料线对比
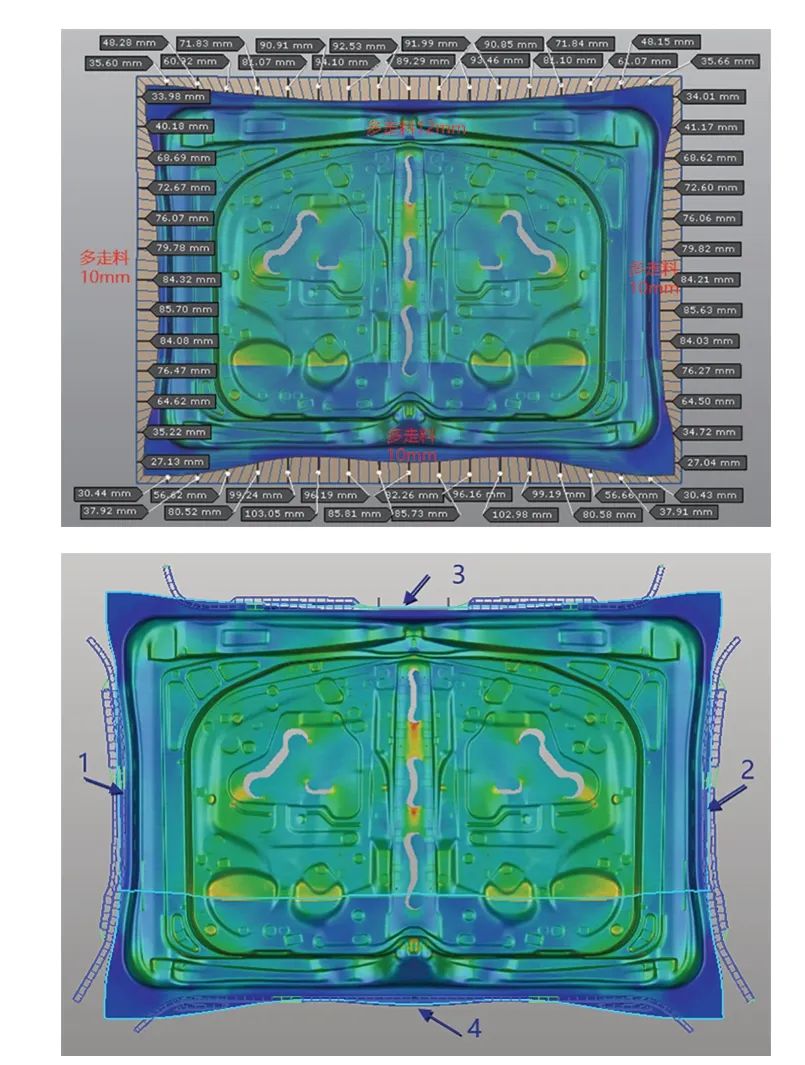
图14 工艺调整方案
拉延成形性模拟分析结果
根据现场实际板料流入状态,调整拉延工艺的拉延筋高度,替换锌铝镁板料、降低摩擦系数进行拉延成形性模拟分析;从图15 可以看出,摩擦系数降低后,原焊缝位置开裂风险点的减薄率降低2%,最大失效降低0.2;通过替换锌铝镁板料,使摩擦系数降低,可提高焊缝位置拉延成形安全裕度,说明此方案可行。

图15 拉延成形性分析结果
位置1(图16):减薄率21.8%,最大失效0.642;减薄率降低2%,最大失效降低0.15,安全裕度有所提升。

图16 位置1 模拟分析结果(工艺优化后)
位置2(图17):减薄率20.7%,最大失效0.544;减薄率降低3%,最大失效降低0.2,安全裕度有所提升。位置3(图18):成形过程有起皱趋势,到底状态指标未超差;锌铝镁板料成形过程与热镀锌板料相差不大。

图17 位置2 模拟分析结果(工艺优化后)

图18 位置3 模拟分析结果(工艺优化后)
结束语
拼焊门内板开裂问题为实际现场批量生产过程中常见问题,针对现场已发生问题可借用CAE 分析手段进行问题查找及整改方案可行性验证,可有效提高问题原因查找效率及整改方案的准确性,缩短现场整改周期、降低整改成本。针对该车型的门内板开裂问题,采用更换板料镀层降低摩擦系数的方式,可有效提高拉延成形的安全裕度,避免因模具摩擦系数波动造成生产开裂、废品率增加,为其他车型类似问题的分析、整改提供一种新的思路。
孙树森, 李晶影, 代晓旭, 李建军, 刘国磊·中国第一汽车集团有限公司
 博主现就职于深圳市鸿栢科技实业有限公司, 从事焊接设备营销推广及销售工作15年,拥有丰富的行业经验及资源,致力于中国汽车焊接设备营销推广,欢迎广大汽车制造焊接工艺与车身新材料连接技术研究的朋友们一起探讨新技术、新设备。
博主现就职于深圳市鸿栢科技实业有限公司, 从事焊接设备营销推广及销售工作15年,拥有丰富的行业经验及资源,致力于中国汽车焊接设备营销推广,欢迎广大汽车制造焊接工艺与车身新材料连接技术研究的朋友们一起探讨新技术、新设备。
螺柱焊机,点焊机,电极帽修磨机及各种焊接设备备件易损件,备件采购联系:18682260315
 汽车连接
汽车连接
论电极帽修模质量对点焊焊点质量的影响



