



轮毂轴承是汽车底盘关键性零件,起到支撑车身和转动的作用。现有工艺生产轮毂轴承法兰盘和外圈异形件,产品易出现充填不满等缺陷且模具寿命低。针对该问题,提出了新的法兰盘多工位锻造成形工艺和外圈异形件飞边设计方案,并利用有限元软件DEFORM-3D 对法兰盘和外圈成形过程中的金属流动规律、材料填充情况、成形力进行了数值模拟分析,最后设计了相应模具并进行试验验证:法兰盘和外圈充填饱满,尺寸符合图纸要求,未出现锻造缺陷。试验结果表明该工艺具有可行性。
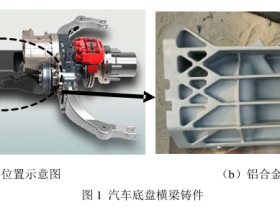
轮毂轴承是汽车底盘关键性零件,主要承受通过悬架系统传递而来的汽车重量(即径向载荷)和汽车转向产生的轴向载荷。轮毂轴承随着汽车工业的发展不断更新迭代,应用较为广泛的第三代轮毂轴承单元如图1 所示,轴承单元主要由外圈和法兰盘组成,外圈通过螺栓固定在驱动轴上,法兰盘将整个轴承安装在一起。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu2024111249.html
 文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu2024111249.html
文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu2024111249.html
图1 三代轮毂轴承单元分解图文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu2024111249.html
蒋兴奇等人从制造工艺、密封技术、使用性能等方面介绍了第三代轮毂轴承单元的研发成果和使用优势。詹俊勇利用有限元软件模拟分析了汽车轮毂轴承内外圈的锻造过程,为锻造工艺优化和模具设计提供了指导。刘杨提出了精密闭塞锻造成形轮毂轴承单元,通过数值模拟分析优化了成形工艺参数,提高了材料利用率和模具寿命。许佩宜等人研究了淬火工艺参数对轮毂轴承法兰内圈淬硬层和微观组织的影响,确定了轮毂轴承法兰内圈合理的感应热处理工艺参数。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu2024111249.html
本文以轮毂轴承单元法兰盘和外圈异形件为研究对象,分别分析了两个零件结构形状特点,对法兰盘现有的成形工艺进行改进,提出了一种多工位锻造成形工艺;对外圈异形件飞边进行了优化设计,确定了最佳的飞边尺寸。利用有限元软件对法兰盘和外圈异形件的锻造过程进行模拟分析,最后根据模拟结果进行模具设计和生产试制。本文研究对轮毂轴承单元锻件的锻造成形工艺具有一定的指导意义。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu2024111249.html
成形工艺分析文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu2024111249.html
轮毂轴承锻件结构特征文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu2024111249.html
轮毂轴承通过外圈凸缘实现支撑车身的功能,同时通过内圈法兰盘和汽车轮毂相连接实现传动,见图2。其中,法兰盘为圆盘形,外圈为三角状异形件。法兰盘为中空结构,该零件内孔不能直接锻出,需设计合理连皮厚度后冲掉。外圈异形件采用开式锻造,需要设计合理的飞边结构,保证锻件充满完整且提高材料利用率。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu2024111249.html
 文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu2024111249.html
文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu2024111249.html
图2 三代轮毂轴承单元锻件文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu2024111249.html
法兰盘多工位锻造工艺
轮毂轴承单元法兰盘锻件为适应轻量化需求,产品形状趋于复杂化,传统制造工艺采用镦粗+终锻两工序成形,然而采用此种设计发现产品流线、填充效果以及模具寿命都相对较差。因此,提出了一种多工位成形工艺:镦粗→正挤→预锻→终锻→冲孔,在热模锻压力机上通过步进梁夹持搬送实现5 工位同步锻造成形,如图3 所示。

图3 法兰盘锻造工艺流程图
外圈异形件飞边设计
目前轮毂轴承外圈异形件锻件飞边尺寸大,材料利用率低,对于飞边余量过大的区域,材料流速快和速度梯度大均可能导致裂纹的产生。在实际生产中,应根据不同锻件对各项工艺参数的不同要求,选择合适的飞边形状。因此,设计了图4 所示两种形状和尺寸的飞边,分析金属流动和锻件充填情况。方案二设计飞边阻流槽结构,其中飞边厚度满足b1 >b2 >b3,以阻止材料向飞边流动过多;方案三减小下模模腔直径,对产品最难充填位置的飞边溢出量进行限制,同时保持飞边完整及最小夹持所需宽度。

图4 轮毂轴承外圈异形件飞边设计方案
成形工艺数值模拟
数值模拟参数
为建立轮毂轴承锻件成形工艺的有限元模型,在三维软件中绘制出所需模具工作部分的三维模型,导入DEFORM-3D 中。法兰盘和外圈材料都是SAE1055 碳素钢,选用材料库中模型。坯料温度设置为1100℃,模具温度设置为250℃,根据实际生产条件,选用曲柄压力机并设置其运行参数,摩擦系数设为0.3,热传导系数设为5N/(s·mm·℃)。基于体积不变原则,法兰盘坯料设为直径60mm、高度104mm 的圆柱棒料,网格数量划分为100000;外圈异形件三种飞边设计方案的坯料直径为55mm,高度分别为79mm、76mm 和75mm,网格数量划分为50000,模具设置为刚体。
法兰盘成形模拟结果分析
在DEFORM-3D 后处理中观察法兰盘成形过程,如图5 所示。镦粗阶段,圆柱坯料受到上模压力产生塑性变形,坯料镦粗出现鼓形。正挤阶段,鼓形坯料在上模的压力下发生正挤压,在上端面成形定位孔。预锻阶段,坯料在上模压力下中部产生镦粗变形,坯料半径逐渐增大到与模壁接触,上冲头将坯料挤压出深孔,坯料下端挤入下凹模。终锻阶段,上模下压,坯料快速充满模腔,上冲头在坯料上端成形出台阶深孔,法兰盘完全成形。最终锻件形状充填饱满,无锻造缺陷,形状和尺寸满足设计要求。

图5 法兰盘多工步锻造数值模拟结果
多工位连续锻造过程的凸模载荷如图6 所示,镦粗阶段成形力为25.6t,正挤阶段成形力为89.6t,预锻阶段成形力为352t,终锻阶段成形力为761t,为成形设备选取提供参考。

图6 法兰盘多工步锻造凸模载荷
外圈异形件成形模拟结果分析
轮毂轴承单元外圈异形件三种飞边设计方案模拟结果如图7 所示。原始设计方案上模运行到指定行程时,锻件三角处未充满,继续下行0.2mm,产品三角处充满,成形力为769t。方案二上模运行到指定行程时,锻件三角处充填完整,成形力为694t。方案三上模到达指定行程,锻件三角处充填完整,成形力为716t。

图7 飞边优化设计方案模拟结果
方案三与方案二相比,最大与最小处飞边宽度均缩小,单件重量可降低60g 左右,所需成形力降低,三角难充满处更易充满。方案三与方案二相比最大与最小处飞边宽度缩小,单件重量可降低90g,所需成形力降低,锻件充填完整,无锻造缺陷。对比结果如表1 所示,以实现搬运自动化以及提升材料利用率的目的,选择方案三进行生产试制。
表1 飞边优化设计方案对比

工艺试验
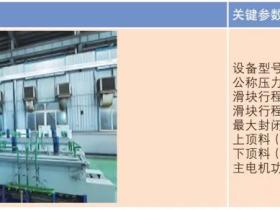
在图8 所示2500t 多工位压机上进行法兰盘和外圈异形件的生产试制,将坯料加热至1100℃后经传送带输送到压机上进行多工位连续锻造生产。

图8 2500t 多工位压机
图9 所示为法兰盘棒料及5 个工位的实物照片,坯料发生镦粗、正挤、预锻、终锻和冲孔,从实物状态来看,各工步充满良好。

图9 法兰盘各工序锻造实物
外圈锻件实物及优化设计前后飞边重量对比见图10,锻件三角处充满完整,无锻造缺陷。现有设计飞边重量为247g,优化设计后飞边重量为156g,降低了成形力,提高了材料利用率。

图10 轮毂轴承外圈锻件及优化前后飞边质量
轮毂轴承锻后温度920 ~960℃,由输送带传递到网带炉炉口,经离心风机强制冷却至500 ~600℃,完成珠光体转变。余温正火后得到的组织为片状珠光体和条状铁素体,基体硬度可达250 ~265HBW,晶粒度≥4 级。在锻件上取样进行拉伸测试,屈服强度可达464MPa,抗拉强度可达847MPa,满足设计要求。
结束语
⑴通过有限元模拟,确定了轮毂轴承单元法兰盘的多工位锻造工艺,优化设计了外圈异形件飞边结构。
⑵通过试验验证,建立了稳定的成形工艺参数和可靠性较高的模具结构,试验锻件充填饱满,无锻造缺陷。优化后外圈飞边质量降低91g,提高了材料利用率。
 博主现就职于深圳市鸿栢科技实业有限公司, 从事焊接设备营销推广及销售工作15年,拥有丰富的行业经验及资源,致力于中国汽车焊接设备营销推广,欢迎广大汽车制造焊接工艺与车身新材料连接技术研究的朋友们一起探讨新技术、新设备。
博主现就职于深圳市鸿栢科技实业有限公司, 从事焊接设备营销推广及销售工作15年,拥有丰富的行业经验及资源,致力于中国汽车焊接设备营销推广,欢迎广大汽车制造焊接工艺与车身新材料连接技术研究的朋友们一起探讨新技术、新设备。
螺柱焊机,点焊机,电极帽修磨机及各种焊接设备备件易损件,备件采购联系:18682260315
 汽车连接
汽车连接
激光焊接:未来制造的精密之光与无限可能



评论