



铝合金压铸是指液态铝合金在高温高压下以极快的速度从压力室流入模腔,冷却后形成铸件的方法。尤其是近几年成为行业趋势的超大型一体化压铸更是新能源汽车零部件生产的先进工艺。铝合金压铸件具有尺寸精度高、机械性能好、生产效率高等优点,在汽车、摩托车、内燃机、电子、仪器仪表、航空航天等领域具有广阔的应用前景。
虽然这种生产方式有各种各样的优点,但是在生产过程中,铝合金压铸件的成型受很多因素影响,极易造成最终铸件产生瑕疵,铝合金溶液在流动过程中容易卷入气体,铸造过程中温度分布不平衡,会导致铸件产生流痕、裂纹、缩腔、烧伤等诸多缺陷。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411775.html
今天,爱摄影的压铸媒体人通过搜集整理出十个压铸生产方面常见的铝合金铸件问题,现在分享如下,希望压铸同仁对于铝合金压铸件容易产生的瑕疵及解决排查有帮助。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411775.html
一、铸件有流痕和和花纹文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411775.html
铸件症状:文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411775.html
铸件表面上有与金属液流动方向一致的条纹,有明显可见的与金属基体颜色不一样的无方向性的纹路,无发展趋势。文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411775.html
 文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411775.html
文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411775.html
产生原因分析:文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411775.html
1)模温过低;文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411775.html
2)浇道设计不良,内浇口位置不良;文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411775.html
3)料温过低;文章源自好焊孙辉博客 https://www.sunhui.me好焊孙辉-https://www.sunhui.me/weldgyzb/autoyazhu202411775.html
4)填充速度低,填充时间短;
5)浇注系统不合理;
6)排气不良;
7)喷雾不合理。
二、铸件出现龟裂纹
铸件症状:
压铸件表面上有网状发丝一样凸起或凹陷的痕迹,随压铸次数增加而不断扩大和延伸。

产生原因分析:
1)压铸模腔表面有裂纹;
2)压铸模预热不均匀。
三、铸件产生冷隔
铸件症状:
压铸件表面有明显的、不规则的、下陷线性型纹路(有穿透与不穿透两种)形状细小而狭长,有时交接边缘光滑,在外力作用下有断开的可能。

产生原因分析:
1)两股金属流相互对接,但未完全熔合而又无夹杂存在其间,两股金属结合力又很薄弱;
2)浇注温度或压铸模温度偏低;
3)浇道位置不对或流路过长;
4)填充速度低。
四、铸件出现缩陷(凹痕)
铸件症状:
比较厚实的铝铸件,大部分的表面上有平滑的凹痕(状如盘碟)。

产生原因分析:
1)由收缩引起压铸件设计不当壁厚差太大;浇道位置不当;
压射比压低,保压时间短;压铸模局部温度过高。
2)冷却系统设计不合理;
3)开模过早;
4)浇注温度过高。
五、铸件产生印痕
铸件症状:
铸件表面与压铸模型腔表面接触所留下的痕迹或铸件表面上出现阶梯痕迹。

产生原因分析:
1)由顶出元件引起顶杆端面被磨损;顶杆调整长短不一致;压铸模型腔拼接部分和其他部分配合不好。
2)由拼接或活动部分引起镶拼部分松动;活动部分松动或磨损;铸件的侧壁表面,由动、定模互相穿插的镶件所形成。
六、铸件伴有粘附物痕迹
铸件症状:
小片状及金属或非金属与金属的基体部分熔接,在外力的作用下剥落小片状物,剥落后的铸件表面有的发亮、有的为暗灰色。

产生原因分析:
1)在压铸模型腔表面有金属或非金属残留物;
2)浇注时先带进杂质附在型腔表面上。
七、铸件夹皮及剥落
铸件症状:
在铸件局部有金属的明显层次。

产生原因分析:
1)模具刚性不够在金属液填充过程中,模板产生抖动;
2)在压射过程中冲头出现爬行现象;
3)浇道系统设计不当。
八、铸件发生摩擦烧蚀
铸件症状:
压铸件表面在某些位置上产生粗糙面。

产生原因分析:
1)由压铸型(模)引起的内浇道的位置方向和形状不当;
2)由铸造条件引起的内浇道处金属液冲刷剧烈部位的冷却不够。
九、铸件出现冲蚀
铸件症状:
压铸件局部位置有麻点或凸纹。

产生原因分析:
1)内浇道位置设置不当;
2)冷却条件不好。
十、铸件出现裂纹
铸件症状:
将铸件放在碱性溶液中,裂纹处呈暗灰色。金属基体的破坏与裂开呈直线或波浪线形,纹路狭小而长,在外力作用下有发展趋势。

产生原因分析:
1)合金中铁含量过高或硅含量过低;合金中有害杂质的含量过高,降低了合金的可塑性;铝硅合金、铝硅铜合金含锌或含铜量过高;铝镁合金中含镁量过多;
2)留模时间过短,保压时间短;铸件壁厚有剧烈变化之处;
3)局部包紧力过大,顶出时受力不均。
结束语
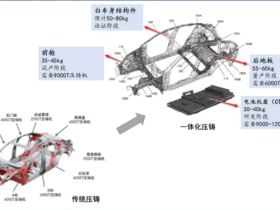
一体化压铸可以将原本设计中多个单独的零散部件经过重新设计高度集成后,再利用大型压铸机进行一次成型,省略焊接的过程,直接得到一个完整大零件。由于这种生产工艺的创新能够简化生产流程、提高生产效率,并且减轻车身重量,有效大幅降低生产成本。

此前,市场上采用一体化压铸工艺的主要是后底板,随着工艺的优化,一体化压铸的应用范围也在扩大。目前,一体化压铸技术逐步应用到汽车前舱、中底板、电池托盘等零部件。有专业机构测算,到2025年,国内一体化压铸零部件市场空间将达到348.4亿元,2021年至2025年复合年均增长率为230.9%。
 博主现就职于深圳市鸿栢科技实业有限公司, 从事焊接设备营销推广及销售工作15年,拥有丰富的行业经验及资源,致力于中国汽车焊接设备营销推广,欢迎广大汽车制造焊接工艺与车身新材料连接技术研究的朋友们一起探讨新技术、新设备。
博主现就职于深圳市鸿栢科技实业有限公司, 从事焊接设备营销推广及销售工作15年,拥有丰富的行业经验及资源,致力于中国汽车焊接设备营销推广,欢迎广大汽车制造焊接工艺与车身新材料连接技术研究的朋友们一起探讨新技术、新设备。
螺柱焊机,点焊机,电极帽修磨机及各种焊接设备备件易损件,备件采购联系:18682260315
 汽车连接
汽车连接
铝螺柱焊工艺:现代制造业的隐形焊接革命



评论